The precision casting process, also known as "investment casting" or lost wax casting, is an economical way to manufacture components close to their final form, with precision and good surface finish in virtually all types of metallic alloy. It is an industrial process with strict and refined controls at each manufacturing stage.
Tooling
The process begins with creating tooling developed according to the engineering design of the part. Tools are produced in-house or with partner companies, ensuring productivity, speed, precision, and low final cost.
Wax Tree or Cluster
The first process in manufacturing micro-cast parts is injecting the part in special wax, allowing for minimal tolerances and a perfect finish. Afterwards, the wax parts are attached to a wax support, referred to as a tree or cluster.
Coating
The clusters enter the coating process in a climate-controlled environment, where they receive a series of baths to build refractory layers, respecting the drying times of each, to form a ceramic mold capable of withstanding the stresses of the casting process.
Wax Removal and Calcination
After the complete drying of the coated clusters, they are sent for wax removal. This process involves removing the wax from inside using an autoclave, making the clusters hollow.
The eliminated wax will be directed to a recycling system, where it will be properly recovered and reused in the process.
Next, the parts are placed in furnaces at high temperatures – between 950°C and 1050°C – for the preparation or curing of the ceramic shell, promoting the necessary resistance and rigidity for the molds.
Melting
The glowing clusters that exit the furnace are placed on a sand conveyor to receive the pouring of liquid metal. The preparation of the metal alloy is carried out following strict metallurgical and chemical criteria, according to the norms and chemical composition of each steel.
Deshelling/Hammering
After the metal has fully coolled, the ceramic shells are subjected to controlled impacts, responsible for breaking off the ceramic and releasing the metal parts (hammering).
Finish
During this stage, the parts are cut from the cluster and separated into units, placed in steel shot for residue removal, sanded, and blasted before being sent for final inspection.
Final Inspection/Shipping
A 100% inspection of the parts is carried out with maximum rigor to meet all quality requirements set by the client.
Once the parts are inspected they are ready to be packed and shipped to the client.
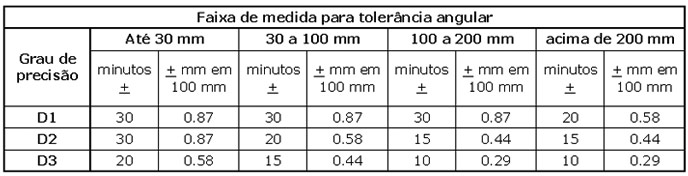
Table I:
Angular Tolerance Measurement Ranges.
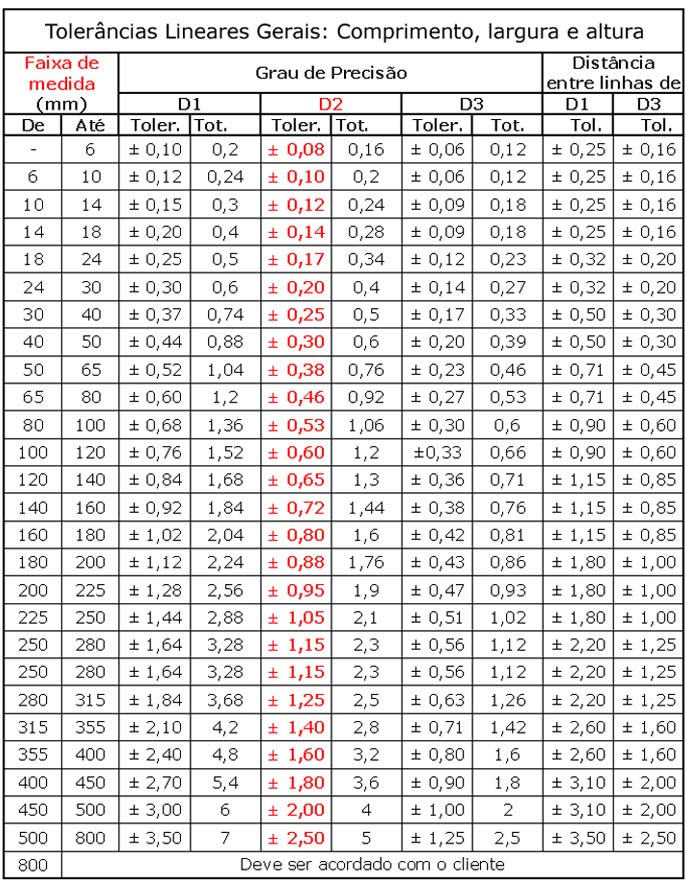
Table II:
General Linear Tolerances.
Benefits
• Possibility of mass production/reproduction of complex parts that are difficult or impossible to achieve through conventional casting or machining processes;
• The more complex the part's shape, the more cost-effective its development through this process;
• Production cycle of the part is faster due to the reduction of operations;
• Elimination of machining operations for the client;
• Excellent appearance, roughness, and surface finish;
• Achievement of greater dimensional accuracy and smoother, better-finished surfaces;
• Parts can be produced practically finished, requiring little or no machining;
• The process allows for rigorous control of grain size and contours;
• Directional solidification and grain orientation, resulting in more precise control of mechanical properties;
• Reduced weight and tight dimensional tolerance;
• Cost reduction.
Materials
Qualisteel works with the following types of materials: